




Có nhiều loại bánh răng, bao gồm bánh răng trụ thẳng, bánh răng trụ xoắn, bánh răng côn và bánh răng hypoid mà chúng ta sẽ giới thiệu hôm nay.
1) Đặc điểm của bánh răng hypoid
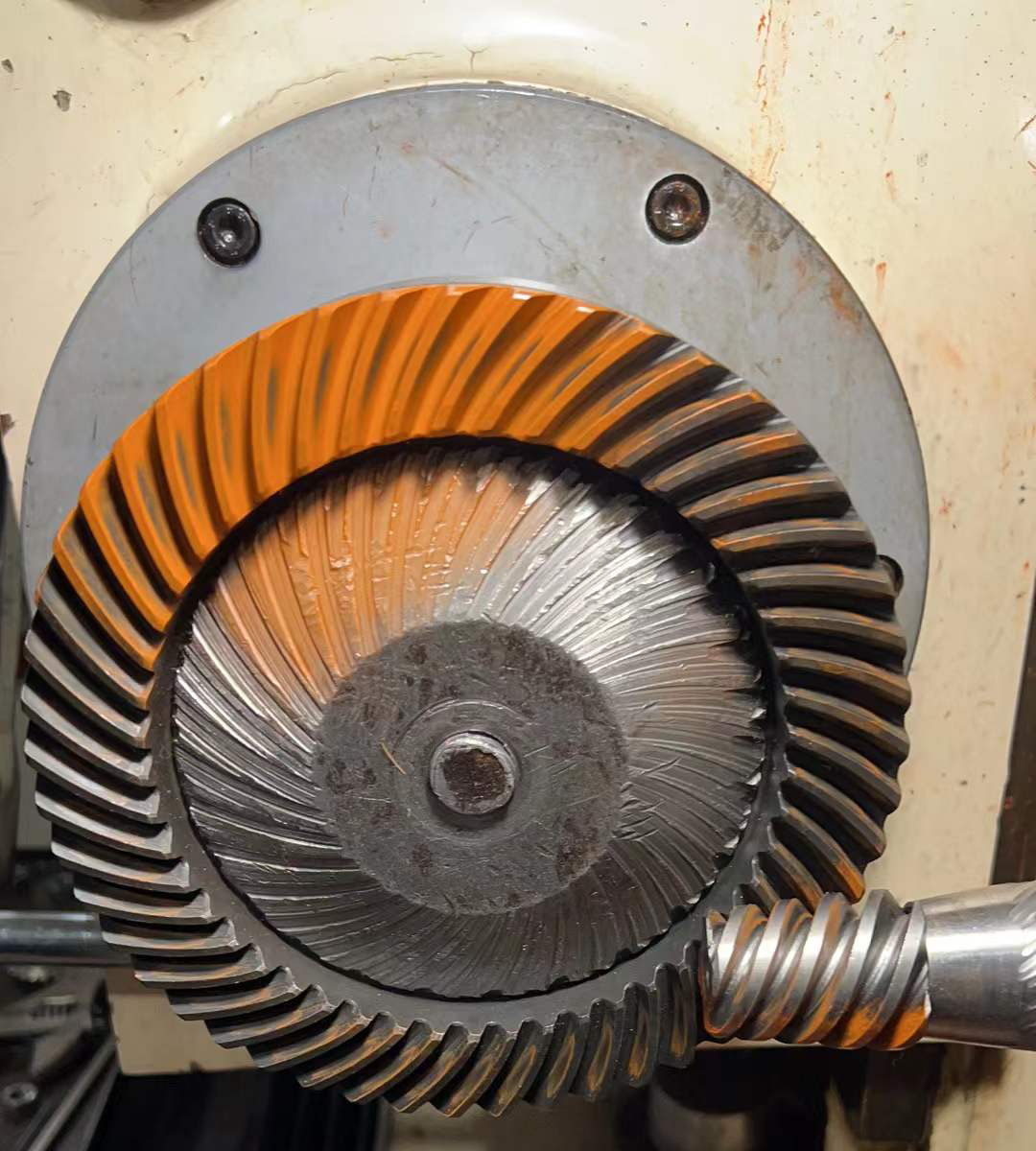
Trước hết, góc trục của bánh răng hypoid là 90°, và hướng momen xoắn có thể thay đổi thành 90°. Đây cũng là sự chuyển đổi góc thường được yêu cầu trong ngành công nghiệp ô tô, máy bay hoặc điện gió. Đồng thời, một cặp bánh răng có kích thước và số răng khác nhau được ăn khớp để kiểm tra chức năng tăng momen xoắn và giảm tốc độ, thường được gọi là “tăng momen xoắn và giảm tốc độ”. Nếu bạn đã từng lái xe, đặc biệt là khi học lái xe số sàn, khi leo dốc, người hướng dẫn sẽ cho bạn vào số thấp, thực chất là để chọn một cặp bánh răng có tốc độ tương đối lớn, cung cấp momen xoắn lớn hơn ở tốc độ thấp, từ đó cung cấp nhiều sức mạnh hơn cho xe.
Đặc điểm của bánh răng hypoid là gì?
Thay đổi góc mô-men xoắn truyền động
Như đã đề cập ở trên, sự thay đổi góc của công suất mô-men xoắn có thể được thực hiện.
Có khả năng chịu được tải trọng lớn hơn
Trong ngành công nghiệp điện gió, ngành công nghiệp ô tô, dù là xe hơi chở khách, xe SUV hay xe thương mại như xe bán tải, xe tải, xe buýt, v.v., đều sẽ sử dụng loại này để cung cấp công suất lớn hơn.
Truyền tải ổn định hơn, độ nhiễu thấp hơn
Góc áp lực của các mặt trái và phải của răng có thể không đồng nhất, và hướng trượt của sự ăn khớp bánh răng dọc theo chiều rộng răng và hướng biên dạng răng, và vị trí ăn khớp bánh răng tốt hơn có thể đạt được thông qua thiết kế và công nghệ, sao cho toàn bộ hệ thống truyền động hoạt động dưới tải trọng. Tiếp theo đó, hiệu suất NVH (tiếng ồn, độ rung và độ xóc) vẫn rất xuất sắc.
Khoảng cách bù trừ có thể điều chỉnh
Nhờ thiết kế khoảng cách lệch khác nhau, nó có thể được sử dụng để đáp ứng các yêu cầu thiết kế không gian khác nhau. Ví dụ, trong trường hợp ô tô, nó có thể đáp ứng các yêu cầu về khoảng sáng gầm xe và cải thiện khả năng vượt địa hình của xe.
2) Hai phương pháp gia công bánh răng hypoid
Cơ cấu bánh răng hai mặt gần như hoàn chỉnh được Gleason giới thiệu vào năm 1925 và đã được phát triển trong nhiều năm. Hiện nay, có nhiều thiết bị trong nước có thể gia công loại bánh răng này, nhưng việc gia công với độ chính xác tương đối cao và chất lượng cao chủ yếu được thực hiện bởi các thiết bị nước ngoài như Gleason và Oerlikon. Về khâu hoàn thiện, có hai quy trình chính là mài và gia công cắt bánh răng, nhưng yêu cầu đối với quy trình gia công cắt bánh răng là khác nhau. Đối với quy trình mài bánh răng, quy trình gia công cắt bánh răng được khuyến nghị sử dụng phay mặt, còn quy trình mài được khuyến nghị sử dụng dao phay mặt.
Các bánh răng được gia công bằng phương pháp phay mặt có răng côn, còn các bánh răng được gia công bằng phương pháp cán mặt có răng đều chiều cao, nghĩa là chiều cao răng ở mặt đầu lớn và mặt đầu nhỏ bằng nhau.
Quy trình gia công thông thường bao gồm làm nóng sơ bộ, xử lý nhiệt và hoàn thiện. Đối với loại dao phay mặt, cần phải mài và ghép nối sau khi nung nóng. Nói chung, cặp bánh răng được mài cùng nhau vẫn cần được ghép nối khi lắp ráp sau này. Tuy nhiên, về lý thuyết, bánh răng được gia công bằng công nghệ mài có thể sử dụng mà không cần ghép nối. Tuy nhiên, trong thực tế vận hành, xét đến ảnh hưởng của sai sót lắp ráp và biến dạng hệ thống, phương pháp ghép nối vẫn được sử dụng.
3) Việc thiết kế và phát triển bánh răng hypoid ba răng phức tạp hơn, đặc biệt là trong điều kiện vận hành hoặc các sản phẩm cao cấp với yêu cầu cao hơn, đòi hỏi độ bền, độ ồn, hiệu suất truyền động, trọng lượng và kích thước của bánh răng. Do đó, trong giai đoạn thiết kế, thường cần phải tích hợp nhiều yếu tố để tìm ra sự cân bằng thông qua quá trình lặp lại. Trong quá trình phát triển, cũng thường cần phải điều chỉnh hình dạng răng trong phạm vi biến thiên cho phép của cụm lắp ráp để đảm bảo vẫn đạt được mức hiệu suất lý tưởng trong điều kiện thực tế do sự tích lũy của chuỗi kích thước, biến dạng hệ thống và các yếu tố khác.
Thời gian đăng bài: 12 tháng 5 năm 2022